
The torque-clamping force test was carried out on bolts with different surface treatments to obtain the relationship between friction performance and torque/clamping force. The influence of different surface treatment processes on the assembly performance of threaded fasteners was studied. The results show that the advanced surface treatment technology can control the friction coefficient and dispersion of the bolt and improve the axial clamping force of the bolt.
1 Introduction
The basic purpose of the threaded connection (especially the important threaded connection with dynamic load) is to use the threaded tight parts to reliably assemble and connect the joints together. The essence of the assembly is to control the axial clamping force of the bolts to the appropriate range. . The axial clamping force range of the bolt depends on the function of the joint structure, the strength of the part, the process control method and the control precision. The axial clamping force is also affected by the friction characteristics of the coupling pair. The tightening of the bolts is the process of overcoming the friction between the support surface and the friction between the threads. For the hex head bolts, 90% of the total energy during tightening is used to overcome the friction. Only about 10% of the energy is used to provide the axial clamp. The friction coefficient of the tightly threaded parts is affected by many factors such as material, surface treatment process, manufacturing process and thread precision. The control range of the friction coefficient of the thread tight parts of the world's major automobile companies is: BMW: 0.09~0.15 , Ford: 0.11~0.17, GE: 0.10~0.16, VW: 0.09~0.15, FAW: 0.08~0.14.
2. Experimental research
Taking M16×1.5 (10.9 grade) bolts as the research object, the manufacturing process of Dingyi adopts hot (treatment) front rolling and hot (treatment) and rolling, and the surface treatment processes are electroplating, electroplating + coating, environmental protection plating. (C347) and zinc-aluminum coating (T647), the friction performance test of the bolt was carried out on the SCHATZ friction performance test machine. The test was based on GB/T16823.3 "Tighten the same torque - clamping force test".
Test specification: tighten to 240 N•m; tighten to yield;
Number of samples: 25 pieces.
3. Analysis and discussion
3.1 Total friction coefficient when tightened to 240 N•m
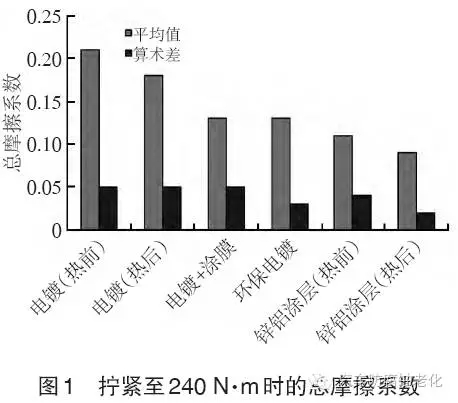
The total friction coefficient of bolts with different surface treatments tightened to 240 N•m is shown in Figure 1.
The following conclusions are drawn from Figure 1.
a. The total friction coefficient of the electroplated bolt is the largest, and the arithmetic difference is also the largest; when the electroplating + coating film, the environmental protection electroplating and the zinc-aluminum coating treatment are used, the total friction coefficient of the bolt is reduced, and the arithmetic difference of the friction coefficient is also reduced.
b. For electroplated bolts, the total friction coefficient of the bolts before the heat treatment before the heat treatment is greater than that of the hot after-rolling. The same applies to the bolts treated with zinc-aluminum coating.
c. During the heat treatment of the bolt, the surface of the thread will be bruised and the surface will become uneven. If the thread rolling thread has been completed before the heat treatment, the flaws in the heat treatment will always exist, and the surface treatment can not reduce the impact of the flaw, so the total friction coefficient of the hot front thread bolt after surface treatment is large; The back rolling wire will reduce the flaws caused during the heat treatment and reduce the unevenness of the surface of the thread, so the total friction coefficient of the bolt is reduced.
3.2 Axial clamping force when tightened to 240 N•m
The axial clamping force when the bolts treated by different surface treatments are tightened to 240 N•m is shown in Fig. 2.
The following conclusions are drawn from Figure 2.
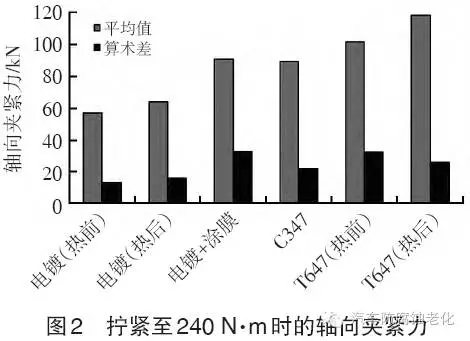
a. With ordinary electroplated bolts, the axial clamping force of the hot front rolling wire is the smallest, and the clamping force of the hot rear rolling wire is slightly increased.
b. After the electroplating + coating treatment and environmental protection plating (C347), the axial clamping force is increased; when the zinc-aluminum coating (T647) is used, the axial clamping force of the bolt is significantly increased, wherein the hot after-rolling + Zinc-aluminum coating treatment has the largest axial clamping force.
3.3 Relationship between total friction coefficient μ and tightening torque T and axial clamping force F
The relationship between the total friction coefficient μ of the bolt and the axial clamping force F of the tight torque T is as shown in the formula (1).
Where, P is the pitch, mm; d2 is the diameter of the thread, mm; Db is the friction diameter of the lower bearing surface of the bolt head, mm.
The axial clamping force F can be expressed by the following formula (2) as follows

When the test bolt is selected, d2 and slave are the same. When the torque T is constant, the larger the total friction coefficient, the smaller the axial clamping force F acting on the thread. Therefore, when the test bolt is tightened to 240 N•m, the total friction coefficient of the hot front wire + electroplated bolt is the largest, and the axial clamping force is the smallest; while the total friction coefficient of the hot back wire + zinc-aluminum coating treatment bolt is the smallest, The axial clamping force acting on the bolt is the largest.3.4 Tightening to torque at yield
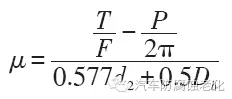
The torque when the test bolt is tightened to yield is shown in Figure 3.
The following conclusions are drawn from Figure 3.
a. The bolts are tightened to the maximum torque when yielding; when electroplating + coating, environmentally friendly plating and zinc-aluminum coating treatment, the torque of the bolts to the yield is reduced.
b. The hot front rolling wire plating bolt is tightened to the maximum torque when yielding, and the torque dispersion is also large; after the advanced surface treatment process, the torque is reduced when the bolt is tightened to yield, wherein the hot after rolling + zinc-aluminum coating The processing bolt is tightened to the minimum torque at the time of yielding, and the torque dispersion is also minimized.
The bolt tightening process is a process that overcomes friction, including thread secondary friction and bearing surface friction. Normally, about 90% of the assembly torque is consumed by the thread pair friction and the bearing surface friction, and only about 10% of the assembly torque is converted into the bolt axial clamping force. Therefore, the greater the friction coefficient of the bolt, the greater the torque consumed by the friction when tightening the bolt, and the correspondingly the total torque is greater, so the hot pre-rolling + electroplating bolts are tightened to the maximum torque when yielding; The back-rolled + zinc-aluminum coated bolts have the lowest coefficient of friction, so the torque required to tighten to yield is also minimal.
3.5 axial clamping force when tightened to yield
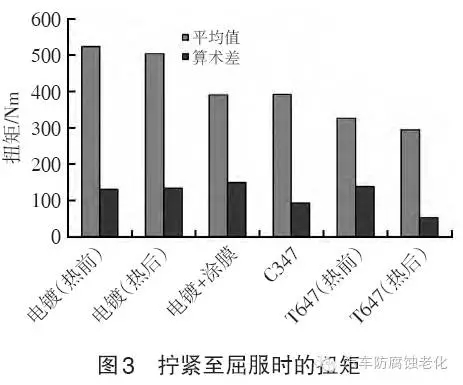
The bolts that are treated by different surface treatment processes are tightened to the axial clamping force when yielding as shown in Fig. 4.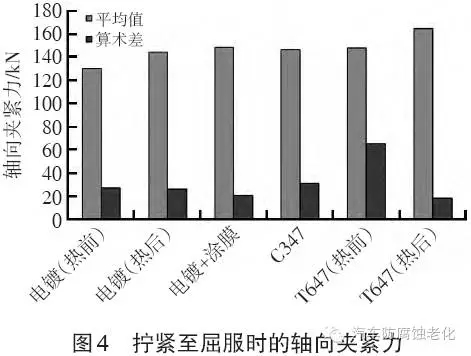
It can be seen from Fig. 4 that, when tightening to yield, the axial clamping force of the hot front rolling wire is minimum for the bolts of ordinary plating treatment; after the advanced surface treatment process, the axial clamping force of the bolt is increased; When the wire is rolled + zinc-aluminum coating, the axial clamping force of the bolt is the largest. In addition, the bolts treated by different surface treatment processes, whether tightened to 240 Nm or yielded, the trend of the axial clamping force is opposite to the trend of the total friction coefficient.
3.6 Relationship between tightening torque T, axial clamping force F, friction coefficient and nominal diameter d of thread
Theoretically, the relationship between the axial clamping force F, the friction coefficient and the thread shape size of the torque T bolt in the bolt tightening process is shown in equation (3).
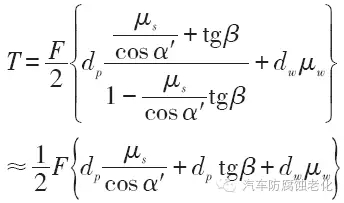
Where μs is the coefficient of friction of the thread pair; μw is the coefficient of friction of the end face; dp is the effective diameter of the bolt, and the coarse thread dp≈0.906d, mm;
Dw is the equivalent diameter of the end face friction circle,
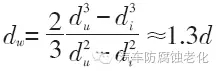
, mm, du, di are the outer diameter and inner diameter of the friction circle, respectively; d is the nominal diameter of the thread, mm; b is the angle of the thread, °; a' is the half angle of the thread in the vertical section, about 29 ° 58'.
(3) right side

It can be understood as the torque consumed by the thread pair friction, the torque consumed by the bolt elongation (generating the axial clamping force), and the torque consumed by the end face friction.
When the bolt is tightened, it is subjected to the tensile-torsional composite stress. According to the third strength theory, the bolt's allowable equivalent stress σv can be obtained according to the formula (4).
Where σ is the tensile stress generated by the axial clamping force F of the bolt, σ= , MPa;
, MPa; The shear stress generated by the torque Ts experienced by the bolt portion,
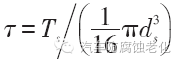 , MPa.
, MPa.
According to formula (3), the torque acting on the bolt portion ,
, And take
 (coarse thread), dp=1.05ds generation (4) can be obtained:
(coarse thread), dp=1.05ds generation (4) can be obtained: 
It can be seen from equation (5) that the larger the friction coefficient of the thread pair, the greater the equivalent stress of the bolt under the same axial force. In other words, after the bolt strength is selected, the larger the friction coefficient, the smaller the axial force that the bolt can withstand; the smaller the friction coefficient, the larger the axial force that the bolt can withstand.In this study, the thermal friction coefficient of the electroplated bolts is the highest. When tightening to yield, the axial clamping force that the bolt can withstand is smaller; the friction coefficient of the hot post-roll bolts is reduced, and the bolts are tightened to yield. The axial clamping force is increased; the bolts treated with zinc-aluminum coating have a lower coefficient of friction when hot-rolling than the hot-rolling wire, so the axial clamping force that can be withstood when tightened to yield is large.
4 Conclusion
The axial clamping force of the bolt is affected by the frictional properties of the joint, and the coefficient of friction is related to the surface treatment of the bolt and the surface state of the base metal. Using advanced surface treatment technology, it can control the friction coefficient and dispersion of the bolt and improve the axial clamping force of the bolt.
Source: Automotive Technology and Materials, 2016, issue 1.Yu Lili Chai Zhilong Li Wei Zhang Wei (Technology Center, China First Automobile Co., Ltd., Changchun 130011)
Liang metalworking Tools Co., Ltd. has more than 200 employees, who have undergone professional technical training and rich production technology experience. The company has self-supporting import and export rights, and more than 90% of its products are exported to Italy, More than 60 countries and regions, including Spain, the Netherlands, Poland, Russia, Nigeria, India, Iran, South Africa, Japan, Brazil, ELDOR, etc
5M Tape Measure,Metal Measuring Stick,Tape Rule Measurement,Long Steel Measuring Tape
Henan Liangjin Tools Co.,Ltd , https://www.liangjintools.com