
Cylinder hole machining is one of the key points in the machining of diesel engine body. The position of the cylinder bore axis after machining relative to the spindle hole axis directly affects the reliability of diesel engine operation. Since the spindle hole and the cylinder hole of the V-shaped body cannot be processed at the same working position, the position of the cylinder hole is difficult to ensure, especially for the large V-shaped body, and the problem of the positional deviation of the cylinder hole is more likely to occur. This paper focuses on the method of guaranteeing the position of the cylinder bore of the V-shaped body.
1. V-shaped body cylinder hole and spindle hole processing process
The V-shaped machine usually arranges the process to first fine-tune the spindle hole to the size, and then find the axis of the positive spindle hole to achieve the pattern requirement, and ensure the position of the cylinder hole relative to the spindle hole. The specific process steps are as follows:
(1) Spindle hole processing
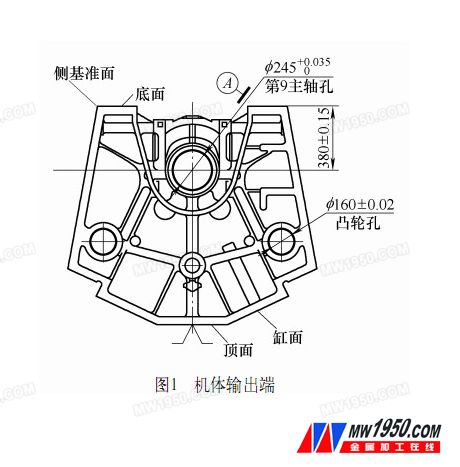
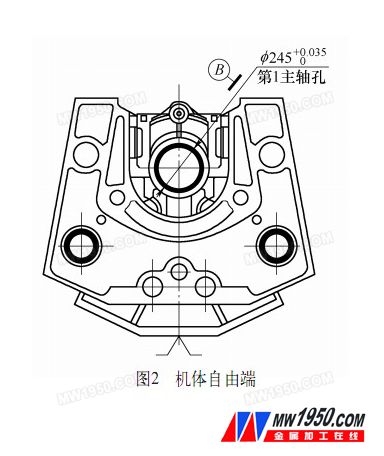
Place the machine body according to the station shown in Figure 1 and Figure 2. The gantry machining center will machine the spindle hole into position. The axis of the 9th gear spindle hole is A reference, and the axis of the 1st gear spindle hole is B reference. Coaxiality of the A-B reference.
(2) Cylinder hole processing
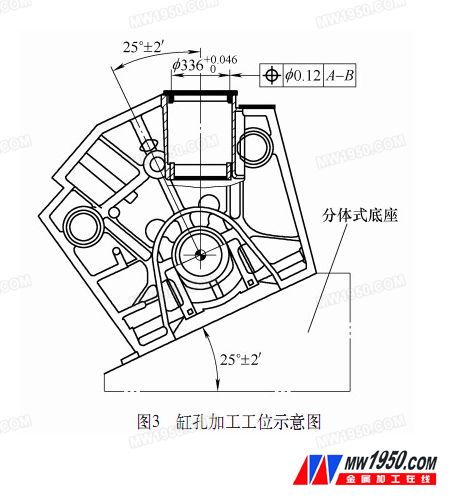
Use the gantry machining center to process and select the split base for positioning. First clean the positioning surfaces of the workbench and the split base, then hang the base on the machine, place it according to the station shown in Figure 3, and check the fit of the base and the workbench with a 0.02mm feeler gauge. Use a dial gauge or probe to straighten the positioning surface of the split tooling to ensure that the positioning surface is coplanar and the flatness is within 0.02mm. Clean the cleanliness of the positioning surface of the body and the split base, then hang the body on the base, use the bottom and side straight sides to position, and use 0.02mm feeler gauge to check the fit of the bottom and side, and clamp according to Figure 3. Find the positive spindle hole, determine the zero point, and machine the V-shaped body upper and lower cylinder holes to ensure that the position of the upper and lower cylinder hole axis relative to the spindle hole A-B reference line is φ0.12mm.
2. Analysis of the reasons that affect the position of the cylinder bore
By analyzing the cylinder hole machining process, we can find the following factors that mainly affect the cylinder hole position.
(1) Parallelism of the body positioning surface
Since the cylinder hole position is based on the spindle hole axis, the positioning surface when machining the cylinder hole is the bottom surface and the side straightening surface, for example, the bottom surface and the side straightening surface are not parallel with the spindle hole axis, so that the cylinder hole position degree occurs. Very bad.
(2) Split base
Since the rigidity of the base is relatively poor and it is split type, it is difficult to straighten and adjust the alignment, and the installation of the base may be uneven due to the unclean cleaning of the iron burrs, thereby affecting the position of the cylinder bore.
(3) Body clamping
Because the positioning surface of the body and the base may be cleaned due to the iron burr cleaning, the positioning is poor, and the surface is not coplanar, thereby affecting the position of the cylinder hole.
3. Guarantee measures for cylinder position
According to the above factors that may affect the position of the cylinder bore of the body, the following measures are taken:
(1) The parallelism of the body positioning surface is out of tolerance
In the process adjustment, when the spindle hole process is finished, the finishing milling surface and the side straightening step are added to ensure that the bottom surface and the side straightening surface are parallel to the axis of the spindle hole.
(2) Errors caused by split base and body clamping
Make adjustments in the process. Before refining the cylinder bore, use the dial gauge or probe again to check whether the Y and Z coordinate values ​​of the first and ninth spindle hole connections of the body are skewed, so as to re-correct the coordinate system. Reduce the deviation of the workpiece due to the clamping, and ensure the position of the cylinder hole.
Although it is difficult to guarantee the position of the cylinder hole of the V-shaped body, it can be improved by adding the fine-milling cylinder hole to the positioning surface when finishing the spindle hole, and increasing the axis of the first and the 9th-speed spindle hole to improve the cylinder hole. The position degree meets the pattern requirements.
Polyvinyl Alcohol (PVA)
Polyvinyl alcohol is an important binder or adhesive in textile and construction industry. It has various product appearance, such as granule, fine powder or fiber. Depending on the alcohosis degree, polymerization degree and particle size, all kinds of polyvinyl alcohol grade can be supplied.
polyvinyl alcohol for construction,1788 PVA binder for mortar,PVOH for contruction binder,powder polyvinyl alcohol,powder form PVA
Shanghai Na Long Tech Co., Ltd , https://www.na-long.com