
Abstract: Through a large number of experiments, the tool life and wear characteristics of titanium alloy milling under nitrogen medium were analyzed and studied, and the conclusion that milling titanium alloy has obvious advantages over dry milling under nitrogen medium was obtained. Tool wear mechanism when milling titanium alloy under medium.
In aircraft manufacturing, titanium alloys are used to make important load-bearing components such as spars, bulkheads, and joints; in engine manufacturing, they are used to make important parts such as compressor blades, compressor discs, casings, and fuel chamber casings. However, titanium alloy is a difficult material to process, and its machinability is poor, which limits its further promotion and use. In order to improve the cutting efficiency and cutting quality of titanium alloys, in addition to the urgent need to improve the machinability in industrial production, it is necessary to conduct in-depth and meticulous research on the cutting process of titanium alloys and various phenomena in the cutting process. It is well known that a prominent problem in the machining of titanium alloys is that the tool has low durability and is prone to chipping, chipping, peeling and the like. In recent years, we have analyzed and studied the tool life and wear characteristics of milling and dry milling titanium alloy TC4 under a large number of experiments.
1 Cutting performance of materials
The composition of titanium alloy TC4 is Ti-6AL-4V, which belongs to (a+b) type titanium alloy, and its cutting performance is as follows:
• The contact area between the chip and the rake face is small, and the tool tip stress is large. Compared with 45 steel, the cutting force of titanium alloy is only 2/3~3/4, but the contact area between the titanium alloy chip and the rake face is smaller, only 1/2~2/3 of 45 steel, so The cutting edge of the tool is more stressed, which is 1.3 to 1.5 times that of 45 steel. The tip or cutting edge is prone to wear and damage.
· Low thermal conductivity. The thermal conductivity of titanium alloy is 1/4 and 1/16 of that of iron and aluminum, respectively. The contact length between the tool and the chip is short, so that the cutting heat accumulates in a small area near the cutting edge and is not easy to be dissipated, which is easy to cause the tool wear to accelerate.
· High chemical activity. Titanium alloy has high chemical activity at high temperature and can react with hydrogen, oxygen and water vapor in the air to form a hardened layer on the surface of titanium alloy. As a result, the plasticity of the workpiece is reduced and the chip is in contact with the rake face. Reduced length further accelerates tool wear.
·The coefficient of friction is large. Under the same conditions, the friction coefficient of the titanium alloy material is larger than that of the ordinary carbon steel, and the friction work performed when the chips flow through the rake face is large, resulting in a higher friction interface temperature and easy tool wear.
·The modulus of elasticity is small. The elastic modulus of titanium is 1078 MPa, which is about 1/2 of that of steel. Due to the small elastic modulus and large bending strength ratio of the titanium alloy, the machined surface of the workpiece is easily rebounded during the cutting process, which tends to cause the flank wear of the tool to be intensified and the workpiece to be deformed.
2 Test conditions and results analysis
1) Test conditions
Machine tool: UCP710 five-axis machining center produced by MIKRON, Switzerland.
Workpiece material: titanium alloy TC4.
Tool: M2AL high speed steel end mill, diameter 12mm, 3 teeth.
Milling method: down milling, weekly milling.
Milling parameters: ap = 6 mm, ae = 1 mm, fz = 0.08 mm / z, v = 30, 40, 50, 60 m / min.
Milling medium: air, nitrogen.
Tool blunt standard: flank wear value VB = 0.2mm.
2) Analysis of results
·Dry milling of titanium alloy
First, the dry milling test of titanium alloy is carried out in the air. It can be seen from Fig. 1 that as the cutting speed increases, the wear speed of the tool also accelerates. For the same cutting speed, as the milling time increases, the wear of the flank of the milling cutter increases. The shape of the wear curve of the flank of the milling cutter at different cutting speeds is also different. At the cutting speeds of 50m/min and 60m/min, the tool wears quickly and the wear curve is steep; when the milling speed is 30m/min and At 40m/min, the tool wear is slower and the wear curve is gentler. The tool life at cutting speed of 30m/min is 26.18 times of 60m/min.
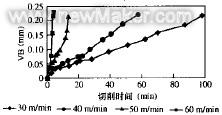
Fig.1 Wear curve of the flank of the tool under dry milling conditions
During the milling of titanium alloys, high pressure nitrogen is injected into the milling cutter and milling zone to observe the wear performance of the milling cutter. It can be seen from Fig. 2 that there are also large differences in the shape of the wear curve of the tool at different cutting speeds. The tool life of the tool is reduced at 30m/min, 40m/min, 50m/min, 60m/min cutting speed, and the tool life at cutting speed 30m/min is 25.48 times of 60m/min. Therefore, under nitrogen medium When milling titanium alloys, cutting speed is still an important factor affecting tool life.
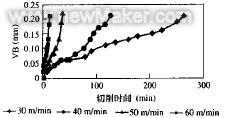
Fig. 2 Wear curve of the flank of the tool under nitrogen medium
It can be seen from Fig. 3a that the tool life of dry milling is 92.71 min at a cutting speed of 30 m/min, and the tool life of milling in a nitrogen medium is 258.85 min. The tool life of milling titanium alloy under nitrogen medium is about dry milling. 2.79 times that.
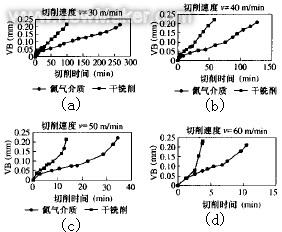
Fig.3 Comparison of tool wear during milling and dry milling of titanium alloy under nitrogen medium
Figure 3c shows that at a cutting speed of 50 m/min, the tool life for dry milling is 13.30 min, while the tool life for milling in a nitrogen medium is 33.33 min, and the tool life for a nitrogen medium is approximately 2.51 times that for dry milling.
Figure 3d shows that at a cutting speed of 60 m/min, the tool life during dry milling is 3.54 min, while the tool life for milling in a nitrogen medium is 10.16 min, and the tool life under nitrogen medium is about 2.87 times that of dry milling.
In summary, when milling titanium alloy TC4 with M2AL high-speed steel under nitrogen medium, the wear condition of the tool is significantly improved compared with dry milling, and the tool life is more than doubled. Therefore, in terms of tool life, titanium alloy is carried out under nitrogen medium. Milling has clear advantages over dry milling.
·Tool life formula
According to the tool life value corresponding to different cutting speeds during milling and dry milling of titanium alloy under the nitrogen medium measured in the experiment, the double logarithmic curve of the relationship between cutting speed and tool life was drawn (Fig. 4), and the tool was derived. The Taylor formula of life, ie
Nitrogen medium: vT 0.204 = 99.6 R = 0.98;
Dry milling: vT 0.198 =80.2 R=0.96
Where: v is the cutting speed (m/min); T is the tool life (min); R is the formula accuracy.
Figure 4 Relationship between tool life and cutting speed
When milling titanium alloys in a nitrogen medium, the causes of tool wear and the wear strength caused by different cutting speeds and different cutting times are also different. In general, the mechanical wear, bond wear, oxidative wear and diffusion wear account for a large proportion when milling titanium alloy under nitrogen medium. In order to observe and study the wear morphology and characteristics of the tool, an electron microscopy (SEM) was performed to obtain a photograph of the surface wear profile of the tool (Fig. 5). Among them, Figure 5a shows the wear profile of the flank of the tool. The hard spots in the titanium alloy scratch the surface of the tool and the signs of mechanical wear are clearly visible. Figure 5b shows the surface wear profile at the junction of the flank and the bottom edge of the tool. When milling the titanium alloy, the surface of the tool and the workpiece are bonded and worn under high pressure and high temperature. The local area of ​​the blade leaves the adhesion of the titanium alloy and the pit formed by the adhesive being carried away by the chip. Figure 5c shows the wear profile of the tool flank near the tip. The tool has experienced severe wear and the color of the local blade has changed. Figure 5d shows the appearance of the tool when it burns. Due to the high speed and long-term use, the cutting edge becomes very fuzzy and the cutting edge loses its cutting ability due to burns. Figure 5e shows the microscopic topography of the peeling area of ​​the tool surface. The main reason for the spalling is that the cutting process is interrupted cutting, and under the action of alternating contact stress and alternating thermal stress, the defects or potential cracks in the surface layer are continuously enlarged, and finally the surface layer of the tool is peeled off. Figure 5f is a micro crack of the tool surface. When the tool is subjected to alternating mechanical and thermal loads, the cutting surface is inevitably subjected to repeated thermal expansion and contraction, which inevitably causes alternating stress, which causes fatigue cracks on the surface of the tool.
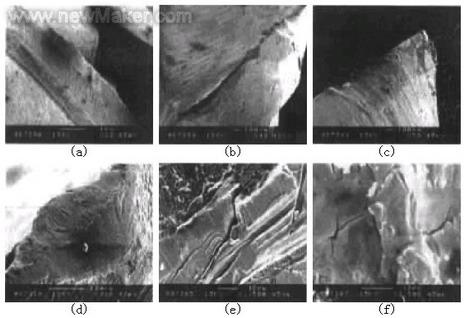
Figure 5 SEM photo of the tool surface under nitrogen medium
Whether milling with dry milling or nitrogen media, cutting speed is an important factor affecting tool life. As the cutting speed increases, the tool life is greatly reduced.
When milling titanium alloys in a nitrogen medium, the wear of the tool is significantly improved compared to dry milling, and the tool life is more than doubled on average.
Taylor's formula for tool life when milling high-speed steel tools under nitrogen media and dry milling titanium alloys is obtained.
The tool wear forms when milling titanium alloy under nitrogen medium are: mechanical wear, bond wear, oxidative wear and diffusion wear. The tool has scratches, sticking, flaking and micro cracks during milling, at high speed and length. Burning may occur during time milling.
Bestware Touchless Faucet brings the fine design and high technology together in all areas of the product process beyond Pull Out Faucet , Commercial Faucet and Commercial Kitchen Faucet. With extensive range of components, we can offer a large selection of both standard Pre-rinse Faucet and custom Basin Tap units as well as flexible combination. Stainless steel is 100% recyclable and is comprised of over 60% recycled material, Bestware faucets are the perfect solution in the commercial and industry for better water quality and the circumvention of the development of deleterious substances and bacteria. No plating, no oxidizing, no rust, lead free.
Touchless Faucet,Kitchen Sink Faucets,Utility Sink Faucet,Sink Tap
Bestware Hardware Production Co., Ltd. , https://www.bestwarefaucets.com