
1.3 Predictive control method
The predictive control system generally includes reference trajectories, rolling optimization, predictive models, and online corrections. Taking dynamic matrix control as an example, the predictive control algorithm can be extended to multiple input multiple output systems. The basic equation remains the same except that the matrix and the vector in the equation are extended. The prediction model is

Where Yo(k+1) and ΔUL(k) are the model initial value and the control increment sequence, respectively, the control incremental sequence effective length is L, the modeling time domain is N, and L Let the system predict the length to be M, and the effective length of the control to be L, and L Find the optimal value of the control incremental sequence Let the error between the predicted value of k+1 time and the actual output of the system y(k+1) be: Then the corrected predicted value is Predictive control can predict its future output according to the historical information of the system and the selected future input. There is no strict requirement for the model structure in the traditional control. The rolling finite time domain optimization strategy is used to optimize the local target repeatedly; it is convenient. Handling various constraints; for multi-variable controlled systems with mutual coupling, there is no need to decouple and input and output corresponding problems. 2 Application of multivariate control method in welding process It is precisely because of the high complexity of the welding process that many scholars have studied it and hope to control multiple parameters characterizing the welding quality by adjusting multiple variables. 2.1 Application of neural network control method Figure 3 Schematic diagram of neural network control The shortcomings of this method are as follows: (1) The training data is too small to cover the feature state space of the whole welding process; (2) The method is open-loop control, and the feedback information of the actual output value cannot be utilized. Previous page next page 


George E. Cook et al. [1] used artificial neural networks to establish welding process models and control methods. The schematic diagram is shown in Figure 3. This paper divides the parameters of the welding process into two categories: direct parameters and indirect parameters. Direct parameters are geometrically characterized, such as weld width, penetration, etc. These parameters reflect the quality of the weld; indirect parameters such as current, voltage, etc. The direct parameters are controlled by adjusting the indirect parameters to the desired value. This paper achieves this goal through neural network. The welding process model is established by three-layer BP network. The input is an indirect parameter and the output is a direct parameter. The controller still uses the same method, but the input of the network is a direct parameter, and the output is Indirect parameters. 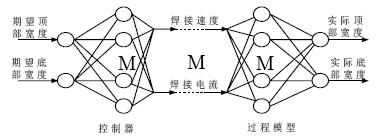
solar emergency light price,solar emergency lamp,best solar rechargeable emergency light,solar emergency light for home;best solar light, solar light for camping
HSONG LIGHTING CO,. LTD , https://www.hsonglighting.com